Letter from the Management Board | About This Report | Sustainability Management | Corporate Bodies and Management | Report of the Supervisory Board | Climate Protection at ALTANA | Group Management Report | Products | Safety and Health | Environment | Human Resources | Social Commitment | Consolidated Financial Statements (condensed version) | Multi-Year Overview | Global Compact: Communication on Progress (COP) | ALTANA worldwide | List of Full Ownership | Overview - About This Report | Contact
Environment
Environmentally friendly management is a key component of ALTANA’s corporate strategy. Our goal is to steadily reduce the energy consumption at all sites and in all areas. We also implement this objective in other environmentally relevant areas, such as waste and the consumption of drinking water.

Improvements in Environmental Performance
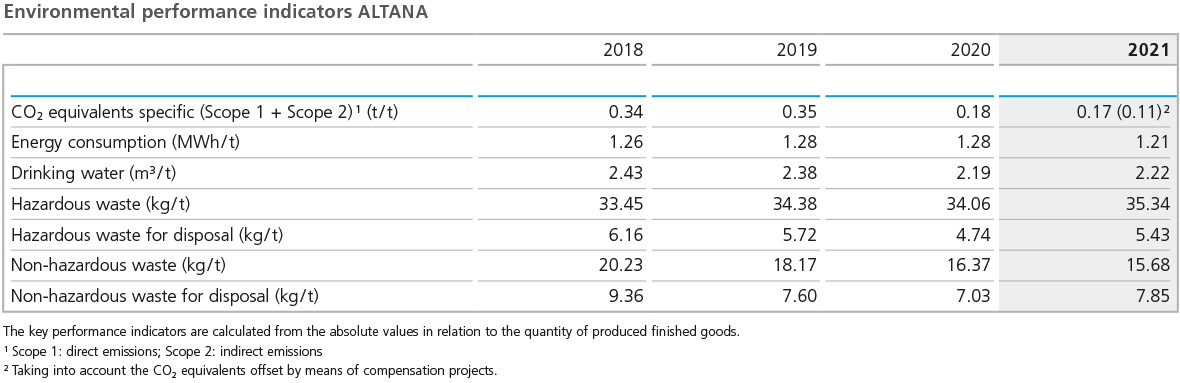
The ALTANA Group measures progress in the area of environmental protection using specific key performance indicators. In addition to the absolute values, the figures are set in relation to the quantity of produced finished goods. ALTANA sets annual upper limits for energy consumption, water consumption, and waste quantities in relation to produced finished goods. The development of these indicators is published in the document “Facts and Figures on Sustainability 2021.”
In the 2021 fiscal year, the ALTANA Group’s energy consumption increased to 743,304 megawatt hours compared to 668,493 megawatt hours in the previous year. This was due to the significant increase in global economic output and the resulting demand. The volume of produced finished goods increased from 523,730 tons (2020) to 612,089 tons (2021). Also due to this increase, specific energy consumption decreased from 1.28 MWh per ton of finished goods produced (2020) to 1.21 MWh per ton of finished goods produced (2021).
ALTANA already switched its global electricity procurement to renewable sources in 2020 via Guarantees of Origin. In the year under review, it additionally invested in offset projects for the first time. Here, attention is paid to the highest standards and to ensuring that the projects are in line with the United Nations Sustainable Development Goals. In the reporting year, ALTANA offset 32.9% of its Scope 1 emissions. Since 2020, we have also been publishing CO2 equivalents, which include other greenhouse gases in addition to carbon dioxide, such as nitrous oxide (N2O). The value for 2021 is 102,851 tons. Greenhouse gas emissions increased at a disproportionately low rate of around 11% compared with the previous year. Of this amount, 69,500 tons of CO2 equivalents (of which 68,144 tons for Scope 1 and 1,356 tons for Scope 2 from the purchase of electricity, steam, district heating, and compressed air using the “market-based” method) are caused by unavoidable greenhouse gas emissions that were not offset by compensation. In addition, biogenic greenhouse gas emissions accounted for 222 tons of CO2 equivalents.
As a result of the growth described above, the volume of hazardous waste increased from 17,836 tons in the previous year to 21,634 tons in the reporting period. The indicator related to the quantity of produced finished goods increased slightly from 34.1 kg/t to 35.3 kg/t. The amount of non-hazardous waste increased disproportionately by 12% from 8,573 tons to 9,598 tons. The figure in relation to produced finished goods was thus cut from 16.4 kg/t to 15.7 kg/t. The reasons for the improved waste volume balance include the optimization of production processes and the reuse of byproducts (details can be found in the document “Facts and figures on sustainability 2021”).
The volume of water consumption also grew and reflected a switch to water-based products. Drinking water consumption increased from 1.15 million cubic meters in the previous year to 1.36 million cubic meters in the year under review. The resulting ratio based on the volume of produced finished goods was 2.22 m³/t (previous year: 2.19 m³/t).
A total of 651,955 tons of raw materials were required. Of this amount, 442,382 tons were fossil raw materials, 27,834 tons were renewable raw materials, 129,241 tons were non-fossil and non-renewable raw materials, and 52,499 tons were water. Detailed information on ALTANA’s resource and energy consumption (differentiated by electricity, natural gas, and oil) as well as the environmental indicators can be found at www.altana.com/facts_figures_ sustainability_2021.
In 2021, 90% of the ALTANA Group’s production sites met the ISO 14001 environmental management standard. New sites are often not yet certified according to ISO 14001 and have three years to do so. However, these sites are already included in the total number of production sites. Ten sites also have energy management certification in accordance with ISO 50001.
On Course for Climate Neutrality by 2025
ALTANA plans to reduce its CO2 impact in production and energy procurement to zero worldwide by 2025. The climate neutrality encompasses the company’s own production, administration, and research. Included are CO2 emissions resulting from the combustion of fossil fuels, primarily natural gas (Scope 1), as well as indirect CO2 emissions from energy consumption, mainly in the form of electricity (Scope 2). The climate neutrality to be achieved by 2025 also includes the CO2 emissions resulting from necessary business trips, company cars, and goods transport (Scope 3). This means that for the areas mentioned, CO2 emissions into the environment will be avoided or compensated for through suitable measures. As a result, ALTANA is contributing to the climate target of limiting global warming to 1.5 °C that was set at the United Nations Framework Convention on Climate Change in Paris in 2015 and confirmed in Glasgow in 2021.
In the year under review, ALTANA consistently pursued its climate protection goals and continued to drive forward the energy transformation. All sites contributed to this.
To avoid unnecessary energy consumption, facilities and machines were identified that can be temporarily switched off or run in a reduced operating state without impairing operational processes and safety. Examples include ventilation systems and lighting systems, as well as heating chambers. In total, energy savings of 52 MWh per year can be realized. ECKART decommissioned a cooling tower at its Hartenstein site, a move which saves more than 15 MWh per year. State-of-the-art energy monitoring and energy management systems, for example at ECKART’s Zhuhai site, ensure that such unnecessary consumption is identified. Optimized manufacturing processes can also contribute to energy efficiency. With the ALTANA Excellence Program, such adjustments are systematically developed and implemented. The Group also achieved improvements in the area of heating/cooling systems and ventilation systems. At ACTEGA in France, for example, reversible air conditioning systems were installed in offices and meeting rooms. They are able to absorb heat from a room and feed it into the company’s own heating system. In addition, they can also cool rooms accordingly. The installation of a new thermal oil heating system at the ELANTAS site in Ascoli reduced energy consumption by 8%. At the same site, the cooling system was renewed, achieving further energy savings. And the ELANTAS sites in Quattordio (Italy) and St. Louis (U.S.) also started to optimize their cooling systems and steam generators.
Another important contribution is made by converting the existing lighting systems to more energy-efficient alternatives such as LEDs. To this end, projects were carried out at various sites of the four divisions. At BYK-Gardner in Geretsried alone, around 140 MWh per year can be saved in this way. In addition, the divisions pay attention to high energy efficiency when purchasing new machines and equipment. For example, the replacement of three existing motors with motors of the highest efficiency class IE4 at ECKART’s Hartenstein and Wackersdorf sites has led to a reduction of more than 50 MWh per year. This concept is also applied at other sites.
For the aftertreatment of emissions in production processes, plants for thermal afterburning using natural gas are operated at various sites. At its site in Ascoli, ELANTAS further optimized its thermal afterburning system and reduced natural gas consumption by 15% in relation to the volume of produced finished goods. BYK installed a natural gas-free alternative for waste gas treatment in the form of a gas scrubber in Wesel.
For ALTANA, doing without fossil fuels is an important pillar on the way to climate neutrality. With the participation of all sites, a roadmap with concrete projects was drawn up to achieve a complete energy transformation. The implementation of the projects is ensured by the appointment of corresponding teams. ACTEGA North America is evaluating options to replace the currently existing natural gas burners with electric ones. ACTEGA’s site in Spain converted to a CO2-neutral heating/cooling system. And of course ALTANA also pays attention to the seemingly minor things when it comes to energy transformation. In 2021, for example, diesel- and gas-powered forklifts were replaced by electrically powered ones at various sites. In cases where sites cannot currently obtain certified green electricity directly from the local electricity provider, so-called Guarantees of Origin for electricity from renewable sources are purchased in accordance with recognized quality standards (for example, CoO for Europe, IREC for China, and GREEN-E for the U.S.). In 2021, the volume was approximately 263,455 MWh.
In parallel, ALTANA is working intensively on further possibilities, for example direct procurement from sustainable energy generation plants. Some ALTANA sites already generate their own energy from renewable sources. ELANTAS operates its own photovoltaic systems in Ascoli, Collecchio, and Pune, and at BYK’s site in Deventer. ECKART in Hartenstein additionally generates electricity from a hydroelectric generator, and BYK in Denekamp deploys biogas to generate energy. In total, ALTANA already generates and uses around 2,840 MWh/ year from renewable energies.
In the year under review, ALTANA also compensated for 33,351 tons of greenhouse gas emissions from the hitherto unavoidable use of natural gas by financing equivalent climate protection projects in the regions where the greenhouse gas emissions occur.
Some ALTANA sites already generate their own energy from renewable sources. ELANTAS operates its own photovoltaic systems in Ascoli, Collecchio, and Pimpri, and BYK in Deventer. ECKART in Güntersthal additionally generates electricity from a hydroelectric generator, and BYK in Denekamp uses biogas to generate energy. In total, ALTANA already generates and uses around 3,000 MWh/year from renewable energies.
ALTANA switched to purchasing electricity from renewable sources worldwide back in March 2020. To this end, the company acquired so-called certificates of origin for electricity from renewable sources (for about 247,000 MWh) in accordance with the recognized quality standards (for example CoO for Europe, IREC for China, and GREEN‑E for the U.S). As a result, CO2 emissions were cut by approximately 51 % compared to the previous year. In parallel, ALTANA is working intensively on further possibilities, such as direct procurement from sustainable energy generation plants.
In the reporting year, ALTANA launched several global initiatives with the aim of replacing natural gas as an energy source in the long term with renewable energies such as biogas, green electricity, biomass, and in the future also “green” hydrogen. ALTANA will compensate for the unavoidable use of natural gas by 2025 by financing equivalent climate protection projects in the regions where the CO2 emissions occur.
Responsible Usage of the Resource Water
Water plays an important role in many of the ALTANA Group’s production processes, and so the specialty chemicals group is making various efforts to use this resource sparingly. Water is used in the chemical industry as a raw material, as a cleaning agent, and as a coolant. ALTANA aims to keep its water consumption as low as possible and to use water as a cooling medium in closed loop systems.
In the year under review, we were able to significantly reduce water consumption at several sites. Through optimization measures, ELANTAS reduced consumption of city water at its Ascoli site by more than 10% compared to the previous year. ECKART completed a project in Hartenstein which reduces the use of spring water by approximately 20,000 cubic meters per year. This measure will allow the water used for cooling vacuum pumps to be deployed as process water. At its Sedan site, ACTEGA conducted a study which enables it to switch from a cooling tower to a cooling system of alternative design. This will permit annual savings of approximately 500 cubic meters of cooling water.
Optimization of Waste Management
Chemical processes generate waste and wastewater, which mainly applies to production sites.
ALTANA aims to avoid or reduce wastewater and waste and thus minimize the negative effects on people and the environment, among other things by using suitable raw materials and cleaning agents.
ALTANA’s divisions were able to reduce waste volumes at numerous sites by means of recycling. At ECKART in Painesville, for example, grinding media that could no longer be used were recycled and approximately 13 tons of waste avoided. The ECKART site in Louisville also succeeded in processing waste streams containing metals so that they can be recycled. Significant quantities of solvents were conserved at several sites through the use of more efficient cleaning agents and revised cleaning regulations. Examples include the ACTEGA site in Sedan (France) and ELANTAS Malaysia. At its U.S. site in Wallingford, the BYK division was also able to significantly reduce solvent consumption through process optimization. As a result, around 170 tons of waste are avoided annually. At the BYK site in Kempen, the quantities of waste containing TDI were significantly reduced. These examples show how ALTANA consistently optimizes processes, also using its ALTANA Excellence program.
Emissions Further Reduced
In addition to the greenhouse gas CO2, which mainly arises during the combustion of fossil fuels, volatile organic compounds (VOCs) also contribute to emissions. ALTANA aims to continue keeping these emissions as low as possible in the future. To achieve this goal, various technical options are available at many sites. Further measures to reduce emissions were implemented in the year under review.
ACTEGA installed new types of cover systems at its North American site in Charlotte, which lead to better extraction and thus fewer emissions. ECKART in Schererville (U.S.) equipped a medium-sized stirred tank with a new condenser, thus managing to collect VOCs and transfer them to the normal waste or recycling stream. ELANTAS in Zhuhai also worked intensively on VOC avoidance and successfully completed a corresponding project on thermal afterburning.
In Pori, Finland, ECKART managed to prevent dust from escaping by modifying the exhaust air system of a calcination furnace. And BYK developed a new type of catalyst based on layered silicates at its site in Widnes, UK. In addition to improved performance in a catalytic reaction, this also makes the product form more homogeneous and results in less dust.
In addition to reducing the quantities of VOCs, ALTANA also focuses on continuously improving noise emissions. At its site in Vigo (Spain), for example, ACTEGA reduced the noise level of its compressors. ELANTAS in Ascoli (Italy) was able to cut both noise levels and other emissions by investing in new solenoid-operated pumps and other equipment.